GPTI – GROUP OF COMPANIES
-
+971 6 568 2435
-
+971 52 608 5790
An ISO Management system certified company ISO 9001 / ISO 14001 / ISO 45001
An ISO/IEC-17020 Certified Inspection Body. EIAC Certificate No.IB-167
Eddy current testing uses electromagnetic induction to identify defects in tubing. A probe is inserted into the tube and pushed through the entire length of the tube. Eddy currents are generated by the electromagnetic coils in the probe and monitored simultaneously by measuring probe electrical impedance.
Like any other NDT technique ECT too has certain limitations, which are overcome to a large extent by the recent advances in the technique. A few key limitations are:



IRIS (Internal Rotary Inspection System) is an ultrasonic test method that utilizes water as a couplant in order to inspect tubes from the inside. Full scans are performed as data is acquired through a 360° radius along the tubes' lengths. Upon completion of data collection a highly qualified field engineer with extensive process knowledge of boilers interprets the data on-site, allowing the customer to immediately address areas of concern. IRIS is an ultrasonic system that scans and measures the remnant wall thickness along the full length and circumference of tubes. IRIS uses an immersion pulse-echo technique. The probe is centred in the tube to be inspected and ultrasonic pulses are transmitted along a path parallel to the tube axis. These pulses are then redirected radially to the tube wall by a 45° mirror. The mirror rotates at high speed and scans the ultrasonic beam around the tube circumference. Successive pulses build a screen image of the tube cross section at any given point. By withdrawing the inspection head from the tube at a pre-determined rate the ultrasonic beam is made to describe a helical path, the individual revolutions producing a continuous series of measurements covering the full surface area of the tube.

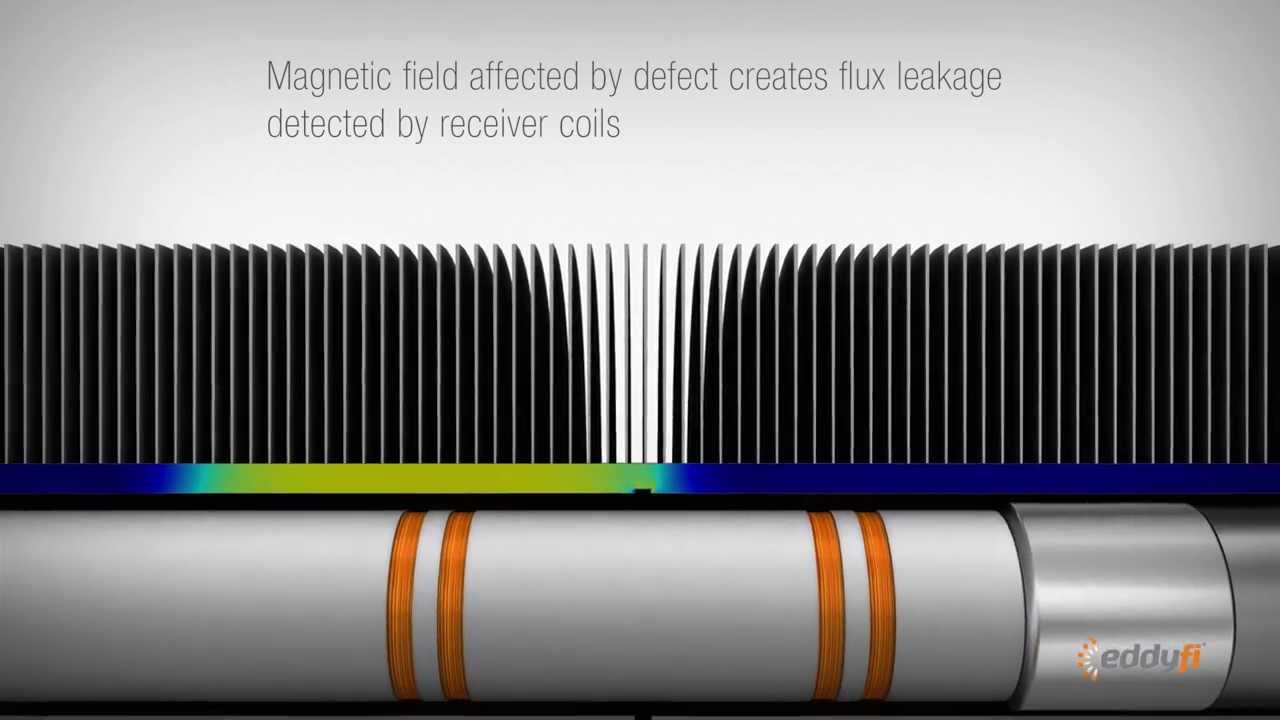
Magnetic Flux Leakage (MFL) is a fast inspection technique, suitable for measuring wall loss and detecting sharp defects such as pitting, grooving, and circumferential cracks. MFL is effective for aluminum-finned carbon steel tubes because the magnetic field is almost completely unaffected by the presence of such fins and this technology is good for: